
In Investitioun Casting,eng Form oder Replika gëtt geformt (normalerweis aus Wachs) an an engem Metallzylinder plazéiert, deen eng Kolb genannt gëtt. Naass Putz gëtt an den Zylinder ronderëm d'Wachsform gegoss. Nodeems de Putz gehärt ass, gëtt den Zylinder mat dem Wachsmuster a Putz an engem Ofen geluecht a gëtt erhëtzt bis de Wachs voll verdampft ass. Nodeems d'Wachs voll ausgebrennt ass (entwachsend), gëtt d'Fläsch aus dem Ofen ewechgeholl, a geschmollte Metall (normalerweis Legierungsstahl, Edelstahl, Messing ... etc) gëtt an d'Kavitéit vum Wachs gegoss. Wann d'Metall ofgekillt a verstäerkt ass, gëtt Gips ofgeschnidden, an d'Metallguss gëtt opgedeckt.
Casting ass ganz nëtzlech fir skulptural Objeten oder Ingenieursformen mat komplexer Geometrie am Metall ze kreéieren.Casting Deeler hunn en eenzegaartege Look op hinnen, ganz anescht wéi machinéiert Deeler. E puer Formen, déi schwéier ze bearbeen, gi méi einfach gegoss. Et gëtt och manner Materialoffall fir déi meescht Formen, well am Géigesaz zu der Bearbechtung, Goss keen subtraktive Prozess ass. Wéi och ëmmer, d'Präzisioun erreechbar duerch Guss ass net sou gutt wéi d'Maschinn.
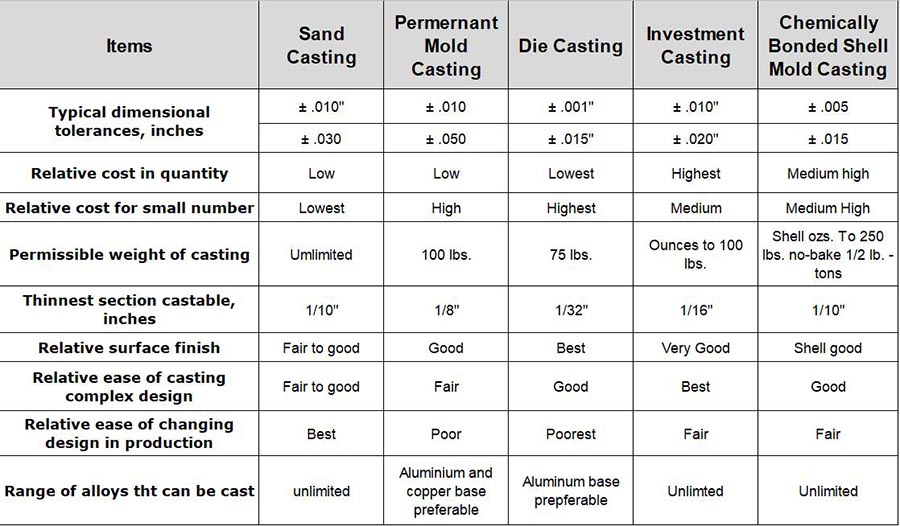
Wéini Sollt Dir Investitioun Casting wielen a Wéini Sollt Dir Sand Casting wielen?
Ee grousse Virdeel vum Investitiounsgoss ass datt et Ënnerschnëtter am Muster erlaabt, während Sandgoss net. AnSandgoss, muss d'Muster aus dem Sand erausgezunn ginn nodeems se gepackt ass, wärend am Investitiounsgoss d'Muster mat Hëtzt verdampft gëtt. Huel Goss a méi dënn Sektiounen kënnen och méi einfach mat Investitiounsgoss gemaach ginn, an e bessere Surface Finish gëtt allgemeng erreecht. Op der anerer Säit ass Investitiounsgoss e vill méi fristgerechten an deiere Prozess, a kann e méi nidderegen Erfollegsquote hunn wéi Sandgoss well et méi Schrëtt am Prozess sinn a méi Méiglechkeete fir Saache falsch ze goen.
Post Zäit: Dezember-18-2020