

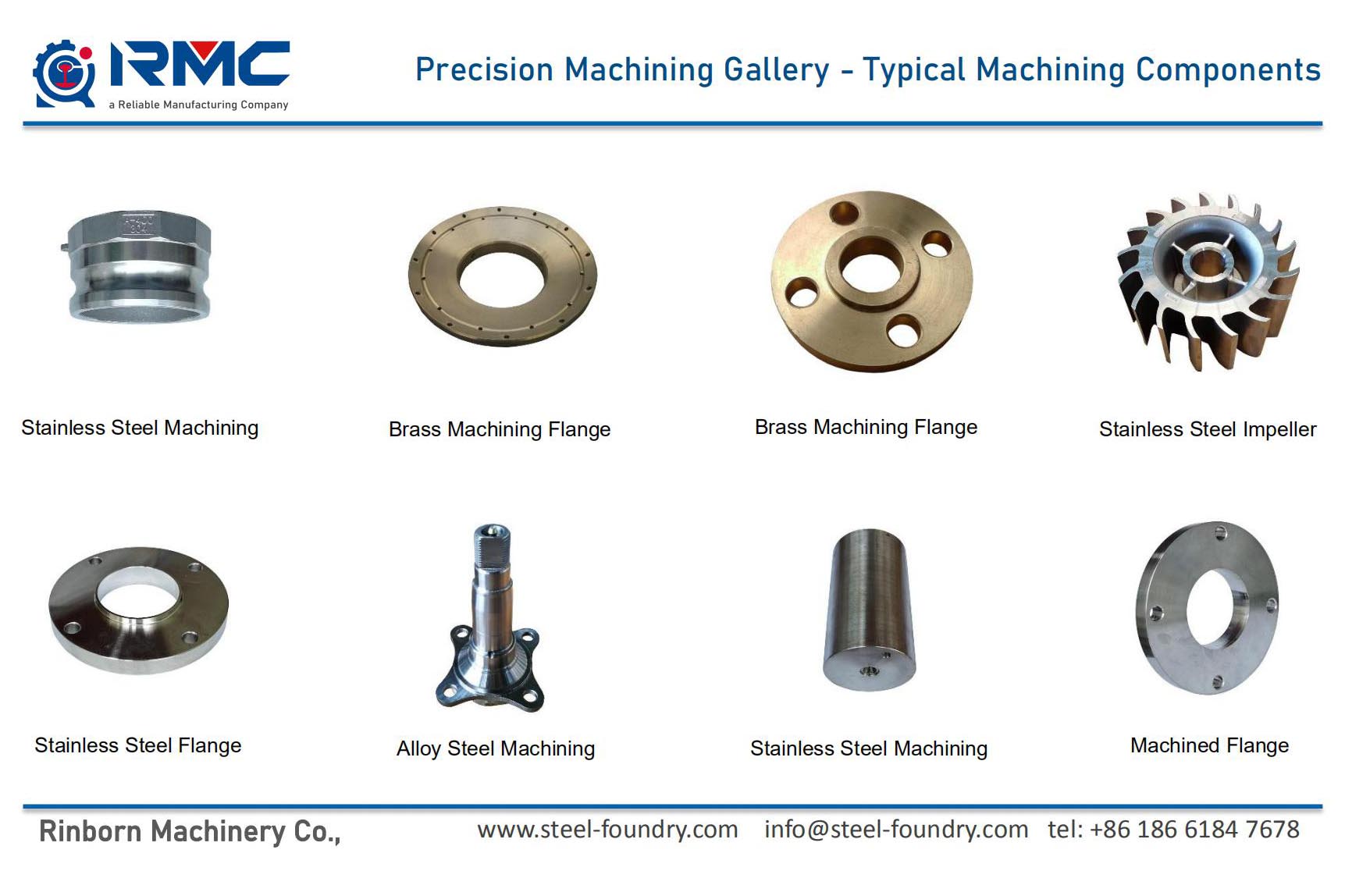
CNC Präzisioun machinéiert Messingprodukter duerch verluer Wachsinvestitiounsguss, Wärmebehandlung an Uewerflächebehandlung no Ären Ingenieurszeechnungen an eenzegaarteg Ufuerderungen.
CNC machiningbezitt sech op de Veraarbechtungsprozess weider duerch Computeriséierter Nummeresch Kontroll (CNC fir kuerz). Et gëtt gehollef vum CNC fir eng héich a stänneg Genauegkeet mat manner Aarbechtskäschte z'erreechen. Machining ass ee vu verschiddene Prozesser an deenen e Stéck Rohmaterial an eng gewënschte final Form a Gréisst duerch e kontrolléierten Materialentfernungsprozess geschnidden gëtt. D'Prozesser déi dëst gemeinsamt Thema hunn, kontrolléiert Materialentfernung, sinn haut kollektiv als subtraktiv Fabrikatioun bekannt, ënnerscheeden vu Prozesser vu kontrolléierter Materialadditioun, déi als additiv Fabrikatioun bekannt sinn.
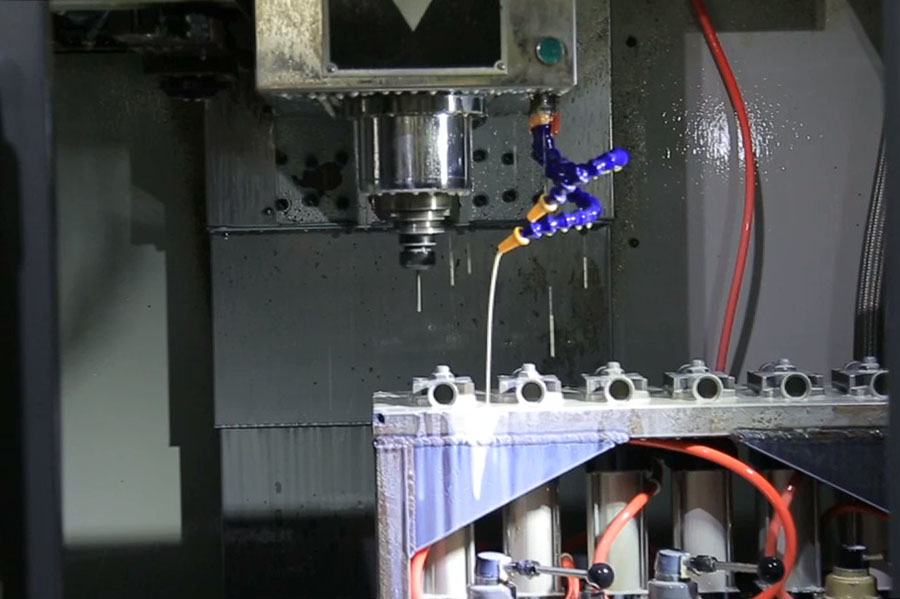
Genau wat de "kontrolléierten" Deel vun der Definitioun implizéiert ka variéieren, awer et implizéiert bal ëmmer d'Benotzung vu Maschinneninstrumenter (zousätzlech nëmme Kraaftwierker an Handwierksgeschir). Dëst ass e Prozess dee benotzt gëtt fir vill ze fabrizéierenMetal Maschinnen Produiten, awer et kann och op Materialien wéi Holz, Plastik, Keramik a Komposit benotzt ginn. D'CNC-Maschinn deckt vill verschidde Prozesser wéi Fräsen, Dréien, Dréibänken, Bueren, Hunnen, Schleifen ... asw.
Messing gehéiert zu derKupfer-baséiert Legierungan ass eng Legierung aus Kupfer an Zink. Messing besteet aus Kupfer an Zink gëtt gewéinlech Messing genannt. Wann et eng Vielfalt vun Legierungen ass, besteet aus méi wéi zwee Elementer, gëtt et speziell Messing genannt. Messing ass eng Kupferlegierung mat Zink als Haaptelement. Wéi den Zinkgehalt eropgeet, erhéicht d'Kraaft an d'Plastizitéit vun der Legierung wesentlech, awer d'mechanesch Eegeschafte wäerte wesentlech erofgoen nodeems se 47% iwwerschreiden, sou datt den Zinkgehalt vu Messing manner wéi 47% ass. Nieft Zink enthält Goss Messing dacks Legierungselementer wéi Silizium, Mangan, Aluminium a Bläi.

| CNC Präzisioun Machining Kënnen | ||||
| Ariichtungen | Quantitéit | Gréisst Range | Jährlech Kapazitéit | Allgemeng Genauegkeet |
| Vertical Machining Center (VMC) | 48 Sets | 1500 mm × 1000 mm × 800 mm | 6000 Tonnen oder 300000 Stécker | ± 0,005 |
| Horizontal Machining Center (VMC) | 12 Sets | 1200 mm × 800 mm × 600 mm | 2000 Tonnen oder 100000 Stécker | ± 0,005 |
| CNC Maschinn | 60 Sets | Max drehen dia. φ600 mm | 5000 Tonnen oder 600000 Stécker | |
| Exklusiv Standard vu Casting Toleranz: ISO 8062 2013, ISO 2768, GOST 26645 (Russland) oder GBT 6414 (China). | ||||
De Bearbechtungszentrum gëtt aus der CNC-Fräsmaschinn entwéckelt. De gréissten Ënnerscheed vun der CNC Fräsmaschinn ass datt de Bearbechtungszentrum d'Fäegkeet huet automatesch Bearbechtungsinstrumenten auszetauschen. Andeems Dir Tools fir verschidden Zwecker op der Toolmagazin installéiert, kënnen d'Bearbeitungsinstrumenter op der Spindel duerch den automateschen Toolwechsler an enger Spannung geännert ginn fir verschidde Bearbechtungsfeatures ze realiséieren.
D'CNC machining Zentrum ass eng héich-Effizienz automatiséiert Maschinn Outil datt aus mechanesch Ausrüstung an engem CNC System komponéiert ass an ass gëeegent fir Veraarbechtung komplex Deeler. D'CNC machining Zentrum ass am Moment ee vun de meeschte verbreet benotzt CNC Maschinn Handwierksgeschir an der Welt mat staark ëmfaassend Veraarbechtung Fähegkeet. Et kann méi Veraarbechtungsinhalt fäerdeg maachen nodeems de Werkstéck gläichzäiteg ageklemmt ass. D'Veraarbechtungsgenauegkeet ass héich. Fir Batch-Werkstécker mat mëttlerer Veraarbechtungsschwieregkeet ass seng Effizienz 5-10 Mol déi vun gewéinlecher Ausrüstung, besonnesch kann et fäerdeg sinn. fir kleng a mëttel Batchproduktioun vu verschidde Varietéiten. Et konzentréiert d'Funktioune vu Fräsen, Langweilen, Bueren, Tippen a Schneidfäegkeeten op engem Apparat, sou datt et eng Vielfalt vun technologesche Mëttelen huet.
| Grad Verglach vu Kupfer, Messing a Bronze | |||||||
| GRUPPE | AISI | W-stoff | DIN | BS | JIS | EN | ISO |
| KOPPER | C10200 | 2,0040 | VUN Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2,0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2,0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2,0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2,0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2.0857 | - | - | - | Spezifikatioune vun CW112C | CuNi3Si | |
| C14200 | 2.1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2.1356 | Cu Mn 3 | - | - | - | - | |
| - | 2.1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd 1 | ||
| C18200 | - | CC 101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC 102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe 2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 Eng | - | Spezifikatioune vun CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | Coupe 1P | ||
| BRASS | C21000 | 2,0220 | CuZn5 | CZ125 | C2100 Eng | CW500L | - |
| C22000 | 2,0230 | CuZn10 | Cz101 | C2200 | Spezifikatioune vun CW501L | - | |
| C23000 | 2,0240 | CuZn15 | CZ102 | C2300 | Spezifikatioune vun CW502L | - | |
| C24000 | 2,0250 | CuZn20 | CZ103 | C2400 | Spezifikatioune vun CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26000 | 2.0265 | CuZn30 | CZ106 | C2600 | Spezifikatioune vun CW505L | - | |
| C26800 | 2,0280 | CuZn33 | - | C2680 | Spezifikatioune vun CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2.0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27000 | 2.0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28000 | 2,0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ 118 | C3501 | - | - | |
| C34500 | 2.0331 | CuZn36Pb1,5 | CZ119 | - | Spezifikatioune vun CW601N | - | |
| C34000 | 2.0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2.0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2.0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2.0375 | CuZn36Pb3 | CZ124 | C3601 | Spezifikatioune vun CW603N | - | |
| C37700 | 2,0380 | CuZn39Pb2 | CZ 131 / (CZ 128) | C3771 | Spezifikatioune vun CW612N | - | |
| C38500 | 2.0401 | CuZn39Pb3 | CZ121 | C3603 | Spezifikatioune vun CW614N | - | |
| C38000 | 2.0402 | CuZn40Pb2 | CZ122 | - | Spezifikatioune vun CW617N | - | |
| - | 2,0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2,0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2,0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2,0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2,0550 | CuZn40Al2 | - | - | - | - | |
| - | 2,0561 | CuZn40Al1 | - | - | - | - | |
| - | 2.0572 | CuZn40Mn2 | CZ136 | - | CW723R Präis | - | |
| C61400 | 2.0932 | CuAl8Fe3 | - | - | Spezifikatioune vun CW303G | - | |
| C63000 | 2,0966 | CuAl10Ni5Fe4 | CA104 | - | Spezifikatioune vun CW307G | - | |
| BRONZE | C50700 | 2.1010 | CuSn2 | - | - | - | - |
| C51100 | 2.1016 | CuSn4 | PB 101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB 102 | C5102 | CW451K | - | |
| C51900 | 2.1020 | CuSn6 | PB 103 | C5191 | CW452K | - | |
| C52100 | 2.1030 | CuSn8 | PB 104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Bearbechtungszentren ginn an horizontal a vertikal Bearbechtungszentren klasséiert no hirer raimlecher Positioun wärend der Spindelbearbeitung. Klassifizéiert no Prozess benotzt: langweileg a milling machining Zentrum, compound machining Zentrum. No der spezieller Klassifikatioun vun Funktiounen, ginn et: Single workbench, duebel workbench a Multi-workbench machining Zentrum. Machining Zentren mat Single-Achs, Dual-Achs, dräi-Achs, véier-Achs, fënnef-Achs an austauschbar headstocks, etc.
CNC Bearbechtung ass d'Aart vu Präzisiounsbearbechtung vun CNC Maschinnen wéi fortgeschratt Bearbechtungszentren déi Top Enn 5 Achs Bearbechtungszentrum hunn, 4 Achs Duebelplattform Bearbechtungszentrum, oder CNC Dréibänken, déi och zu CNC Dréizentrum entwéckelt kënne ginn, déi Fäegkeet hunn méi z'änneren wéi 15 Cutter bannent engem Holding Verréckelung; CNC milling Maschinn an CNC Bueraarbechten an Ausspionéieren Zentren. Präzisiounsbearbeitung vu Stolguss ass anescht wéi Bearbechtung vum Stolprofil. Präzisiounsgoss huet scho ganz exakt Form erreecht wéi gewënscht ass, sou datt et vill Bearbechtung spuert am Verglach mat Bearbechtung aus Stahlprofil direkt. Och aus dësem Grond musse mir normalerweis d'Bearbechtungsfläch an d'korrekt Bearbechtungszoustand berücksichtegen ier se gegoss ginn. Eis reegelméisseg Beschaffung ass d'Roh Goss Zeechnen zesumme mat der Bearbeitungszeechnung auszeschaffen fir d'Bearbechtungsgebitt an d'Bearbechtungszoulag op der Zeechnung ze spezifizéieren.
RMC Investitioun Goss Schmelz huet mat 4 Achs machining Zentren equipéiert, 15 Sätze vun CNC Dréibänken an 3 Sätze vun cnc milling Maschinnen, zesumme mat Assistent gemeinsam villsäiteger Dréibänk, milling, Ausspionéieren, Bueraarbechten a poléieren Maschinnen, mir hunn d'Kapazitéit vun machining bal all Zorte vu Stol castings.
Och Präzisiounsbearbeitung genannt, d'CNC-Bearbeitung konnt eng ganz héich Genauegkeet an der geometescher Toleranz an der Dimensiounstoleranz erreechen. Mat eise CNC Maschinnen an Horizontal Machining Centers (HMC) a Vertical Machining Centers (VMC), kënne mir bal all Är erfuerderlech Toleranzgrade treffen.
Kënnen vunInvestment Casting Foundry:
• Max Gréisst: 1.000 mm × 800 mm × 500 mm
• Gewiicht Range: 0,5 kg - 100 kg
• alljährlechen Kapazitéit: 2.000 Tonnen
• Bond Material fir Shell Building: Silica Sol, Waasser Glas an hir Mëschungen.
• Toleranzen: Op Ufro.
Virdeeler vunInvestitioun Casting Komponente:
- Exzellent a glat Surface Finish
- Enk Dimensiounstoleranzen.
- Komplex a komplizéiert Formen mat Designflexibilitéit
- Kapazitéit fir dënn Maueren ze werfen dofir e méi liichte Gosskomponent
- Breet Auswiel u Gossmetaller an Legierungen (ferro an non-ferro)
- Entworf ass net am Schimmeldesign erfuerderlech.
- Reduzéiert de Besoin fir sekundär Bearbechtung.
- Niddereg Material Offall.
| INVESTMENT CASTING TOLERANCES | |||
| Zoll | Millimeter | ||
| Dimensioun | Toleranz | Dimensioun | Toleranz |
| Bis zu 0.500 | ±.004" | Bis 12.0 | ± 0,10 mm |
| 0.500 bis 1.000" | ±.006" | 12.0 bis 25.00 Uhr | ± 0,15 mm |
| 1.000 bis 1.500" | ±.008" | 25,0 bis 37,0 | ± 0,20 mm |
| 1.500 bis 2.000" | ±.010" | 37,0 bis 50,0 | ± 0,25 mm |
| 2.000 bis 2.500" | ±.012" | 50,0 bis 62,0 | ± 0,30 mm |
| 2.500 bis 3.500" | ±.014" | 62,0 bis 87,0 | ± 0,35 mm |
| 3.500 bis 5.000" | ±.017" | 87,0 bis 125,0 | ± 0,40 mm |
| 5.000 bis 7.500" | ±.020" | 125,0 bis 190,0 | ± 0,50 mm |
| 7.500 bis 10.000" | ±.022" | 190,0 bis 250,0 | ± 0,57 mm |
| 10.000 bis 12.500" | ±.025" | 250,0 bis 312,0 | ± 0,60 mm |
| 12.500 ze 15.000 | ±.028" | 312,0 bis 375,0 | ± 0,70 mm |








{kind=link}